




















SunForge ist ein engagierter Hersteller und Exporteur von Metallschleifmitteln.
Kontaktieren Sie uns >

Wir arbeiten mit Kunden zusammen, um die Strahleffizienz zu steigern, die Stückkosten zu senken und Oberflächenprofile zu verbessern – und kombinieren dabei zuverlässige Produktleistung mit reaktionsschnellem Service und einer nahtlosen globalen Lieferkette.





Schrote aus Stahl mit niedrigem Kohlenstoffgehalt enthalten weniger Kohlenstoff, Phosphor und Schwefel als Schrote aus Stahl mit hohem Kohlenstoffgehalt. Daher ist die innere Mikrostruktur von kohlenstoffarmen Schroten viel glatter. Es ist auch weicher im Vergleich zu Schrotkugeln aus Kohlenstoffstahl. Dies führt zu einer um 20 – 40 % längeren Schleifmittelstandzeit.
Anwendungen:
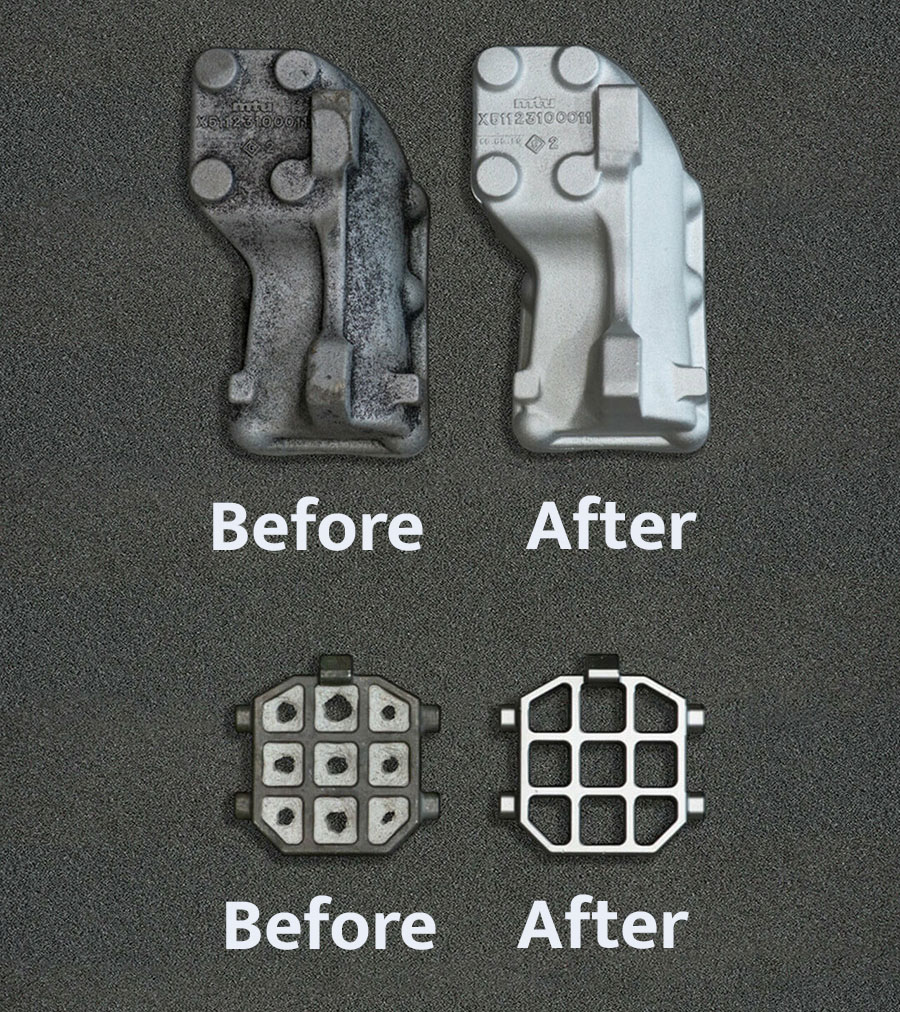
Typische Anwendungsgebiete: Vorbehandlung von Stahl- oder Gussoberflächen vor dem Lackieren, Entzundern und Entrosten, Entgraten.
|
Produktname |
Schrot aus kohlenstoffarmem Stahl |
|
|
Chemische Zusammensetzung |
C |
0,183 % |
|
Mn |
0,521 % |
|
|
Si |
0,142 % |
|
|
S |
0,012 % |
|
|
P |
0,023 % |
|
|
Cr |
0,45 % |
|
|
Mikrostruktur |
Bainitisch |
|
|
Servicezeit |
2600-3600 Mal |
|
|
Durchschnittliche Härte |
HRC45 |
|
|
Dichte |
≥7,45 g/cm3 |
|
|
Schüttdichte |
≥4,4 g/cm3 |
|
|
S780 (2,5 mm) S660 (2,0 mm) |
Sandentfernung von großen Gussteilen, Entfernung von Oxidzunder von Schmiedestücken und wärmebehandelten Teilen, Strahlreinigung von Stahlplatten, -profilen und Strukturbauteilen sowie Kugelstrahlen zur Oberflächenverstärkung von Werkstücken. |
|
S550 (1,7 mm) S460 (1,4 mm) |
Sandentfernung von großen und mittelgroßen Gussteilen; Entfernung von Oxidzunder von Schmiedestücken und wärmebehandelten Teilen; Rostentfernung und Vorlackierung von Stahlplatten, Profilen, Rohren und Strukturbauteilen; Kugelstrahlen und Kugelstrahlen von Werkstückoberflächen; Steinsägen. |
|
S390 (1,2 mm) S330 (1,0 mm) |
Sandentfernung für kleine und mittlere Gussteile; Rostentfernung und Vorlackierung von Schmiedestücken, wärmebehandelten Teilen, Stahlplatten, Stahlrohren, Baustahlprofilen und Baustahlteilen; Kugelstrahlen und Kugelstrahlen für Werkstückoberflächen; Steinsägen. |
|
S280 (0,8 mm) S230 (0,6 mm) |
Sandentfernung für kleine Präzisionsgussteile; Rostentfernung und Vorlackierung von Schmiedestücken, wärmebehandelten Teilen, Stahlplatten, Stahlrohren, Baustahlprofilen und Baustahlteilen; Kugelstrahlen und Kugelstrahlen für Werkstückoberflächen; Rostentfernung und Kugelstrahlen für Schmiedeteile, wärmebehandelte Teile, Aluminiumlegierungen, Gussteile aus Kupferlegierungen, Stahlplatten, Stahlbänder, Stahlrohre, Stahldrähte und Werkzeuge; Vorbehandlung und Kugelstrahlen. |
|
S170 (0,5 mm) S110 (0,3 mm) S70 (0,2 mm) |
Oberflächenvorbehandlung von Edelstahlblechen, dünnen Stahlblechen und Teilen aus Nichteisenlegierungen; Drahtverstärkungsbehandlung; Vorbehandlung durch Dacromet-Sandstrahlen. |
|
S930/SS3.0 |
S780/SS2.5 |
S660/SS2.0 |
S550/SS1.7 |
S460/SS1.4 |
S390/SS1.2 |
|
|
|
|
|
|
|
|
S330/SS1.0 |
S280/SS0,8 |
S230/SS0,6 |
S170/SS0,5 |
S110/SS0.3 |
S70/SS0.2 |
|
|
|
|
|
|
|
|
Spezifikation von Gussstahlschrot |
|||||||||||||
|
Netz |
mm |
S930/SS3.0 |
S780/SS2.5 |
S660/SS2.0 |
S550/SS1.7 |
S460/SS1.4 |
S390/SS1.2 |
S330/SS1.0 |
S280/SS0,8 |
S230/SS0,6 |
S170/SS0,5 |
S110/SS0.3 |
S70/SS0.2 |
|
6 |
3.35 |
0%max |
|
|
|
|
|
|
|
|
|
|
|
|
7 |
2.8 |
- |
0%max |
|
|
|
|
|
|
|
|
|
|
|
8 |
2.36 |
90 %min |
- |
0%max |
|
|
|
|
|
|
|
|
|
|
10 |
2 |
97 %min |
85 %min |
- |
0%max |
0%max |
|
|
|
|
|
|
|
|
12 |
1.7 |
|
97 %min |
85 %min |
- |
5 % max |
0%max |
|
|
|
|
|
|
|
14 |
1.4 |
|
|
97 %min |
85 %min |
- |
5 % max |
0%max |
|
|
|
|
|
|
16 |
1.18 |
|
|
|
97 %min |
85 %min |
- |
5 % max |
0%max |
|
|
|
|
|
18 |
1 |
|
|
|
|
96 %min |
85 %min |
- |
5 % max |
0%max |
|
|
|
|
20 |
0,85 |
|
|
|
|
|
96 %min |
85 %min |
- |
10 % max |
0%max |
|
|
|
25 |
0,71 |
|
|
|
|
|
|
96 %min |
85 %min |
- |
10 % max |
|
|
|
30 |
0,6 |
|
|
|
|
|
|
|
96 %min |
85 %min |
- |
0%max |
|
|
35 |
0,5 |
|
|
|
|
|
|
|
|
97 %min |
- |
10 % max |
|
|
40 |
0,425 |
|
|
|
|
|
|
|
|
|
85 %min |
- |
0%max |
|
45 |
0,355 |
|
|
|
|
|
|
|
|
|
97 %min |
- |
10 % max |
|
50 |
0,3 |
|
|
|
|
|
|
|
|
|
|
80 %min |
- |
|
80 |
0,18 |
|
|
|
|
|
|
|
|
|
|
90 %min |
80 %min |
|
120 |
0,125 |
|
|
|
|
|
|
|
|
|
|
|
90 %min |
 |
 |