



















SunForge ist ein engagierter Hersteller und Exporteur von Metallschleifmitteln.
Kontaktieren Sie uns >

Wir arbeiten mit Kunden zusammen, um die Strahleffizienz zu steigern, die Stückkosten zu senken und Oberflächenprofile zu verbessern – und kombinieren dabei zuverlässige Produktleistung mit reaktionsschnellem Service und einer nahtlosen globalen Lieferkette.




Stahlgrieß entsteht durch Zerkleinern von Stahlkugeln. Stahlsplitt hat scharfe Kanten, daher wird die Oberfläche im Vergleich zu Stahlsplitt viel stärker und tiefer gereinigt. Auch die Reinigung mit Stahlsplitt verleiht der Oberfläche Rauheit. Die Eigenschaften von Stahlkörnern hängen von der Härte des Metalls ab. Es ist in die Typen GH, GL und GP unterteilt.
Anwendung:
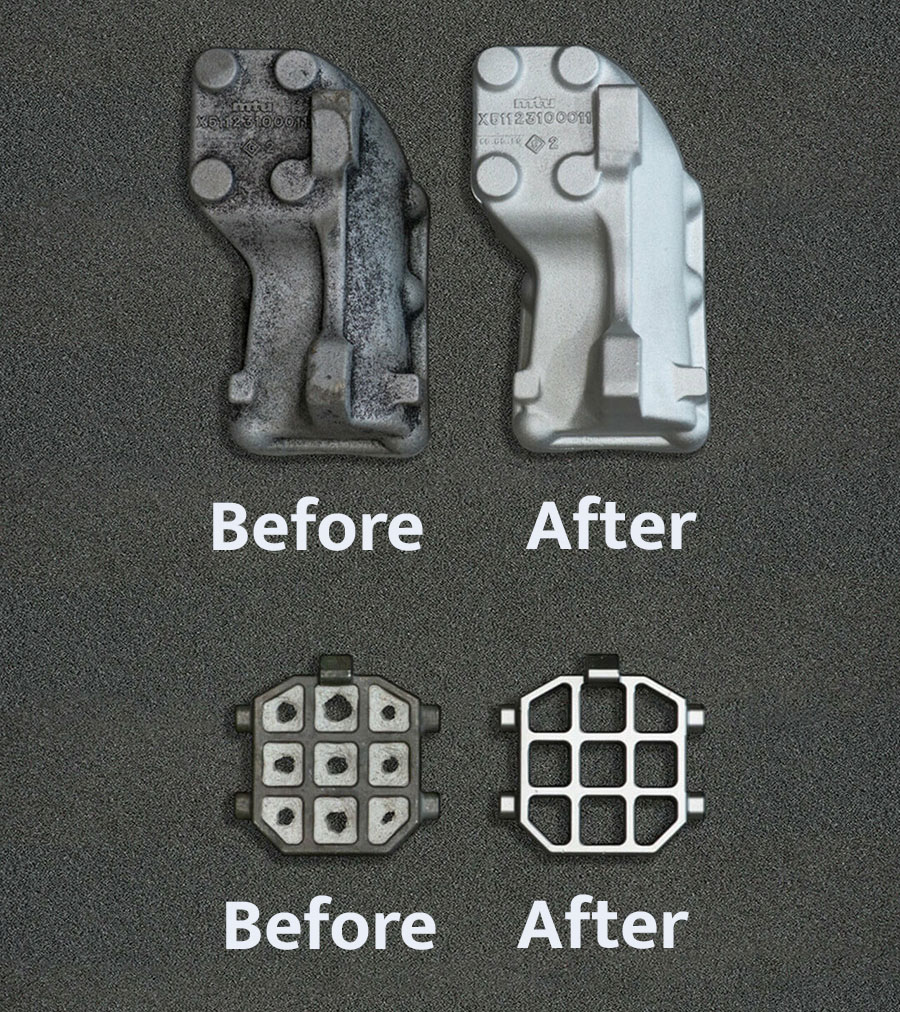
Die gebräuchlichsten Anwendungen sind: Vorbereitung von Metalloberflächen vor der weiteren Beschichtung, Entfernung von Rost und alter Farbe, Oberflächenprofilierung vor dem Gummikleben, Entfernen von Verunreinigungen aus Gussstücken usw. Stahlsandstrahlen eignen sich perfekt für eine gründliche und schnelle Reinigung von Metalloberflächen. Wird hauptsächlich mit Druckluftstrahlgeräten verwendet.
|
Produktname |
Gussstahlkorn |
|
|
Chemische Zusammensetzung |
C |
0,7 % - 1,2 % |
|
Mn |
0,35 % - 1,2 % |
|
|
Si |
0,4-1,2 % |
|
|
S |
≤0,05 % |
|
|
P |
≤0,05 % |
|
|
Mikrostruktur |
Vergüteter Martensit oder vergüteter Troostit |
|
|
Servicezeit |
2000-2800 Mal |
|
|
Durchschnittliche Härte |
GP: 40-50HRC GL: 50-55HRC GH: 60-65HRC |
|
|
Härteabweichung |
Max. Abweichung ±2,0 HRC |
|
|
Dichte |
≥7,58 g/cm3 |
|
|
Schüttdichte |
≥4,2 g/cm3 |
|
|
G10/SG2,5 |
G12/SG2.0 |
G14/SG1.7 |
G16/SG1.4 |
G18/SG1.2 |
|
|
|
|
|
|
|
G25/SG1.0 |
G40/SG0,7 |
G50/SG0,4 |
G80/SG0,3 |
G120/SG0.2 |
|
|
|
|
|
|
|
G10 (2,5 mm) G12 (2,0 mm) |
Sandentfernung von großen Gussteilen, Entfernung von Oxidzunder von Schmiedestücken und wärmebehandelten Teilen, Strahlreinigung von Stahlplatten, -profilen und Strukturbauteilen sowie Kugelstrahlen zur Oberflächenverstärkung von Werkstücken. |
|
G14 (1,7 mm) G16 (1,4 mm) |
Sandentfernung von großen und mittelgroßen Gussteilen; Entfernung von Oxidzunder von Schmiedestücken und wärmebehandelten Teilen; Rostentfernung und Vorlackierung von Stahlplatten, Profilen, Rohren und Strukturbauteilen; Kugelstrahlen und Kugelstrahlen von Werkstückoberflächen; Steinsägen. |
|
G18 (1,2 mm) G25 (1,0 mm) |
Sandentfernung für kleine und mittlere Gussteile; Rostentfernung und Vorlackierung von Schmiedestücken, wärmebehandelten Teilen, Stahlplatten, Stahlrohren, Baustahlprofilen und Baustahlteilen; Kugelstrahlen und Kugelstrahlen für Werkstückoberflächen; Steinsägen. |
|
G25 (1,0 mm) G40 (0,7 mm) |
Sandentfernung für kleine Präzisionsgussteile; Rostentfernung und Vorlackierung von Schmiedestücken, wärmebehandelten Teilen, Stahlplatten, Stahlrohren, Baustahlprofilen und Baustahlteilen; Kugelstrahlen und Kugelstrahlen für Werkstückoberflächen; Rostentfernung und Kugelstrahlen für Schmiedeteile, wärmebehandelte Teile, Aluminiumlegierungen, Gussteile aus Kupferlegierungen, Stahlplatten, Stahlbänder, Stahlrohre, Stahldrähte und Werkzeuge; Vorbehandlung und Kugelstrahlen. |
|
S70 (0,2 mm) G120 (0,2 mm) |
Oberflächenvorbehandlung von Edelstahlblechen, dünnen Stahlblechen und Teilen aus Nichteisenlegierungen; Drahtverstärkungsbehandlung; Vorbehandlung durch Dacromet-Sandstrahlen. |
|
Spezifikation des Gussstahlkorns |
|||||||||||
|
Netz |
mm |
G10/SG2,5 |
G12/SG2.0 |
G14/SG1.7 |
G16/SG1.4 |
G18/SG1.2 |
G25/SG1.0 |
G40/SG0,7 |
G50/SG0,4 |
G80/SG0,3 |
G120/SG0.2 |
|
6 |
3.35 |
|
|
|
|
|
|
|
|
|
|
|
7 |
2.8 |
0%max |
|
|
|
|
|
|
|
|
|
|
8 |
2.36 |
- |
0%max |
|
|
|
|
|
|
|
|
|
10 |
2 |
80 %min |
- |
0%max |
|
|
|
|
|
|
|
|
12 |
1.7 |
90 %min |
80 %min |
- |
0%max |
|
|
|
|
|
|
|
14 |
1.4 |
|
90 %min |
80 %min |
- |
0%max |
|
|
|
|
|
|
16 |
1.18 |
|
|
90 %min |
75 %min |
- |
0%max |
|
|
|
|
|
18 |
1 |
|
|
|
85 %min |
75 %min |
- |
0%max |
|
|
|
|
20 |
0,85 |
|
|
|
|
- |
- |
- |
|
|
|
|
25 |
0,71 |
|
|
|
|
85 %min |
70 %min |
- |
0%max |
|
|
|
30 |
0,6 |
|
|
|
|
|
- |
- |
- |
|
|
|
35 |
0,5 |
|
|
|
|
|
- |
- |
- |
|
|
|
40 |
0,425 |
|
|
|
|
|
80 %min |
70 %min |
- |
0%max |
|
|
45 |
0,355 |
|
|
|
|
|
|
- |
- |
- |
|
|
50 |
0,3 |
|
|
|
|
|
|
80 %min |
65 %min |
- |
0%max |
|
80 |
0,18 |
|
|
|
|
|
|
|
75 %min |
65 %min |
- |
|
120 |
0,125 |
|
|
|
|
|
|
|
|
75 %min |
60 %min |
|
200 |
0,075 |
|
|
|
|
|
|
|
|
|
70 %min |
 |
 |